Induksi Brazing steel Steel Pakakas
gambaran
Induksi Brazing steel Steel Pakakas Jeung RF Élmu sarta Equipments
tujuan panalungtikan
Pikeun braze tilu mendi dina assembly prophy jet dental kalawan panas induksi; pikeun ngaronjatkeun konsistensi ngahasilkeun jeung ngurangan waktu siklus.
Bagian & Bahan Pedaran
stainless steel irung prophy sapotong, dua tabung, tube rojongan kerah, braze cingcin alloy, B1 fluks
hawa dibutuhkeun
1400 ° F
Equipment Élmu sarta induksi
DW-UHF-4.5kW RF induksi Élmu sarta Power Supply, husus-dirancang induktor (coil)
Frékuénsi operasi
400 kHz
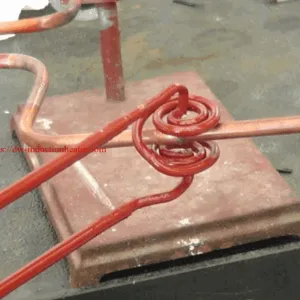
Prosedur pemanasan
nguji awal ieu dipigawé pikeun ngadegkeun waktu-ka-suhu sarta propil pemanasan. Ieu ieu ditangtukeun yén hiji prosés dua-tahap bakal nganteurkeun hasil optimum. Pikeun aplikasi ieu dirancang husus opat-péngkolan, ganda-tatu hélik induktor ieu dipaké pikeun nganteurkeun malah panas ka wewengkon gabungan. Dua tabung, tube rojongan kerah jeung irung sapotong anu dirakit sarta dilaksanakeun dina posisi jeung fixturing samentara. Cingcin alloy braze anu ditempatkeun di posisi sarta jaket ipis fluks B1 ieu dilarapkeun ka sakabéh assembly. Dina tahap munggaran ti prosés pemanasan, anu tube tungtung luhur assembly ieu ditempatkeun di zone pemanasan sarta kakuatan induksi ieu disadiakeun pikeun 10 detik. Dina tahap dua, assembly ieu malikkeun sarta tungtung handap assembly ieu dipanaskeun pikeun hiji detik 10 tambahan. assembly ieu lajeng dikaluarkeun, bathed dina cai panas jang ngaleupaskeun fluks, sarta ditiup garing kalayan hawa panas.
kacindekan
Konsisten, hasilna repeatable anu dicandak kalawan jeung DW-UHF-4.5kW kakuatan suplai na 10 siklus panas kadua. Unggal gabungan braze ieu disegel ku hiji malah filet